
|
公司基本資料信息
|
|||||||||||||||||||||||||||||||||
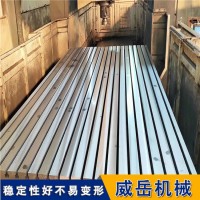
超寬超長(zhǎng)的焊接平臺(tái)可以做成多件小尺寸規(guī)格焊接平臺(tái)利用拼接的方式使用,要是做成一體的焊接平臺(tái)從整體的角度來(lái)說(shuō)鑄鐵平臺(tái)的受力面積過(guò)大鑄造的時(shí)候不但不方便,在加工的時(shí)候也是無(wú)法加工的,還有 是在運(yùn)費(fèi)過(guò)程中也是行不通的。所以說(shuō)鑄造成小塊的拼接使用是可以的。鑄鐵焊接平臺(tái)工作面上,直徑小于15mm的砂孔允許用相同材料堵塞,其硬度應(yīng)低于周?chē)牧系挠捕取9ぷ髅娑氯纳翱讘?yīng)不多于4個(gè),砂孔之間的距離不小于80mm。在現(xiàn)代加工安裝過(guò)程中,柔性焊接平臺(tái)的使用頻率非常高,在進(jìn)行安裝和支撐的時(shí)候,需要結(jié)合三維柔性焊接平臺(tái)的實(shí)際使用效果來(lái)進(jìn)行搭配使用,這樣才能把焊接安裝等工作做到好。這樣的平臺(tái)使用效率是非常高的,可以大大提高了焊接精度。再加工制作過(guò)程中,要注意這些效率的加工方式,可以給焊接生產(chǎn)設(shè)計(jì)帶來(lái)很多幫助。
鑄鐵焊接平臺(tái)經(jīng)穩(wěn)定性處理和去磁后,即進(jìn)入機(jī)加工,分為粗刨、精刨,精刨是鑄鐵焊接平臺(tái)3等級(jí)精度和表面粗糙度的一道工序,2等級(jí)以上精度鑄鐵檢驗(yàn)平臺(tái)人工刮研,以平板的幾何精度,對(duì)已合格的鑄鐵焊接平臺(tái)應(yīng)避免熱源的影響和受酸堿的腐蝕,的鑄鐵焊接平臺(tái)應(yīng)放置在20℃±5℃的恒溫處焊接平臺(tái)。
鑄鐵焊接平臺(tái)清砂的較佳溫度是在自然環(huán)境溫度下進(jìn)行的。人工清砂一般在車(chē)間內(nèi)直接進(jìn)行清砂工作就可以了。沒(méi)有什么特點(diǎn)的要求。機(jī)械清砂比人工清砂要繁瑣復(fù)雜一些,對(duì)鑄鐵焊接平臺(tái)鑄件進(jìn)行全部的清砂處理。鑄鐵焊接平臺(tái)的清砂形式有人工清砂和機(jī)械清砂。人工清砂費(fèi)用不高,有些局部處理的不是很干凈。而機(jī)械清砂則相反,費(fèi)用不低,鑄鐵焊接平臺(tái)表面清理的很干凈。
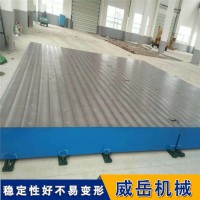
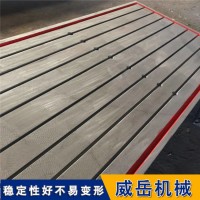
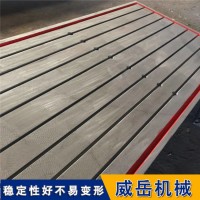
焊接平臺(tái) 應(yīng)用于鈑金件焊接組裝,大型精設(shè)備焊接組裝。對(duì)保證焊件水平要求的基準(zhǔn)面。
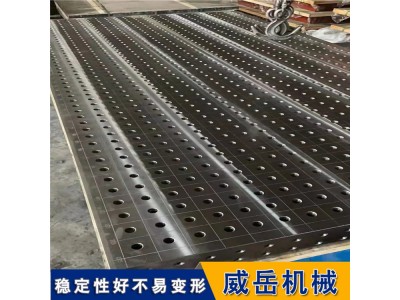
焊接工作臺(tái)的表面處理:可根據(jù)焊接工裝或焊接工裝的安裝要求,在臺(tái)面打孔或開(kāi)T型槽等工藝處理,并作人工鏟刮或精銑處理。往往鑄鐵焊接平臺(tái)的設(shè)計(jì)考慮到鑄造誤差和機(jī)械加工的誤差,鑄鐵焊接平臺(tái)的重量誤差一般不得超過(guò)10,超過(guò)10時(shí),要對(duì)鑄鐵焊接平臺(tái)的質(zhì)量做進(jìn)一步的鑒定才可以確定此鑄鐵焊接平臺(tái)是否可以投入.鑄鐵焊接平臺(tái)經(jīng)過(guò)嚴(yán)格的工藝流程生產(chǎn)把關(guān)后,要求鑄鐵焊接平臺(tái)在包裝前應(yīng)經(jīng)防銹處理并妥善包裝,不得因包裝不善而在運(yùn)輸過(guò)程中損壞產(chǎn)品。那么,使鑄鐵焊接平臺(tái)成為及格產(chǎn)物,要求每個(gè)進(jìn)程互相共同,互相協(xié)調(diào),只要注重細(xì)節(jié)才干較好的節(jié)制和進(jìn)步每個(gè)進(jìn)程的質(zhì)量,才干保障鑄鐵焊接平臺(tái)鑄件的質(zhì)量。
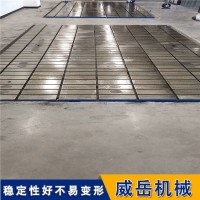
在焊接件與平臺(tái)放置時(shí),因輕放,避免焊接件與臺(tái)面發(fā)生較大的碰撞。焊接工作完嗶后,應(yīng)對(duì)臺(tái)面上的焊渣,或其他焊接殘留物進(jìn)行清理http://www.chinaweiyue.com/咨詢(xún)13231713280。
|
|
|
|

|
|

|

|




擊交談/留言")

